信(xìn)息摘要:
在(zài)平時生產中 cnc加工 鋁合金腔體注意哪些地方? 1、前模加工注(zhù)意事項 ①刀路順序(xù):大刀曲麵挖槽刀路開粗,小刀等高外形刀路開粗,大刀(球刀)平行銑刀路光刀小刀平行(háng)銑刀路光...
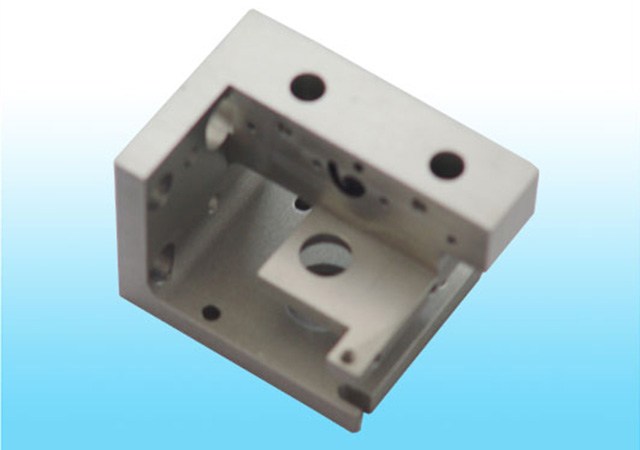
在平時生產中cnc加工鋁合金腔體(tǐ)注意哪些地方?
1、前模加工注意事項
①刀路順序:大刀(dāo)曲麵挖槽刀路開(kāi)粗(cū),小刀等高外形刀路開粗,大刀(球刀)平行銑刀路光刀小刀(dāo)平行銑刀路光刀(dāo)。前(qián)模製(zhì)造時一(yī)般都(dōu)有與之配套的銅公,以開粗刀路為主,輔以局部曲麵光刀。
②帶有(yǒu)分型麵和枕位麵,要一起加時,分型麵枕位麵加(jiā)工到位,不(bú)留餘量,型腔部位留餘(yú)量0.2-0.5,以便打火花。如隻有幼公,留餘量0.3即可。粗幼公都有時,可留餘量0.5。前(qián)模碰穿位、擦穿位(wèi)可留餘量0.1,用於前後模配模(mó)。
③曲麵(miàn)加(jiā)工中的刀路範(fàn)圍以(yǐ)刀具中心軸的移動軌跡進行計算(suàn),即實際加工區(qū)域比所(suǒ)選刀路(lù)範圍限定框單邊大一個刀半徑值,要合(hé)理設置刀路範圍限定框參數。避免加(jiā)工範圍超出(chū)實際加工需(xū)要。
④開粗時用大直徑的圓鼻刀(刀把),刀具直徑過小時(shí)容(róng)易斷刀和彈刀。中刀(dāo)時也盡量采用。
⑤前模材料較硬,加工前要仔細檢查(chá),減少差錯,不(bú)能(néng)輕易燒(shāo)焊!
2、後模加工注(zhù)意事項
①後模刀路(lù)順序:大(dà)刀曲麵挖槽刀路開粗,小刀限製範圍(wéi)曲(qǔ)麵挖槽(cáo)開粗,清角,大(dà)刀(球刀)平行銑刀路光麵,小刀(球(qiú)刀)平行(háng)銑刀路限製範圍清角、光刀,平刀等高外形刀路清角。
②後模同前模所用(yòng)材料相同,盡量用圓鼻刀(刀把)加工。

 東莞市91视频下载安装科技(jì)有限公司Shenghang
Precision Technology Co., Ltd.
東莞市91视频下载安装科技(jì)有限公司Shenghang
Precision Technology Co., Ltd. Tel:13532992156
Tel:13532992156 fax:0769-86346363
fax:0769-86346363 mail:13532992156@163.com
mail:13532992156@163.com 公司地址:東(dōng)莞市塘(táng)廈鎮林村西盛(shèng)街5號
公司地址:東(dōng)莞市塘(táng)廈鎮林村西盛(shèng)街5號 版權(quán)所有:東莞市91视频下载安装科技有限公司
版權(quán)所有:東莞市91视频下载安装科技有限公司  備案號:粵ICP備(bèi)2020118902號
備案號:粵ICP備(bèi)2020118902號 技術支持:啟源信息科技
技術支持:啟源信息科技科技(jì)二維碼") 掃(sǎo)一掃91视频下载安装科技二維碼
掃(sǎo)一掃91视频下载安装科技二維碼
 全國服務熱線
全國服務熱線